在电力电子技术飞速发展的今天,无论是新能源汽车的驻车充电器(OBC)、DCDC转换器,还是高性能的大功率服务器电源,都在追求更高的功率密度与更小的体积。传统的圆漆包线绕组由于线圈间存在较大的间隙,空间利用率(填充率)通常仅为 $40\%-50\%$,这已逐渐成为限制电感性能进一步提升的瓶颈。
在此背景下,扁平线(Flat Wire)绕组工艺应运而生。通过将矩形截面的导线进行紧密绕制,其填充率可大幅提升至 $80\%$ 以上。然而,从“圆”到“扁”的跨越,不仅是线材形状的改变,更是对绕线设备精度与工艺控制的一次严苛挑战。
一、 扁平线工艺的核心优势与市场驱动 扁平线之所以受到行业青睐,主要源于其三大物理特性:
1.极低的趋肤效应损耗: 在高频环境下,电流倾向于在导体表面流动。扁平线拥有更大的表面积,能有效降低交流损耗。
2.卓越的散热性能: 扁平线圈层与层之间接触紧密,热传导路径短,散热效率远高于圆线线圈。
3.体积优势: 在相同功率要求下,扁平线电感的体积可缩小 $30\%-50\%$,完美契合汽车电子紧凑的安装空间。
目前,全球主流的新能源车企已全面转向扁平线电感方案,这直接带动了对高精度扁平线绕线机的爆发式需求。
二、 技术深水区:扁平线绕制的“三大难点”尽管优势明显,但在实际自动化生产中,扁平线绕制(尤其是立绕工艺)存在着极高的技术门槛:
1. 漆包膜的保护与张力控制
扁平线在绕制过程中,线材边缘承受的应力极大。如果绕线机的张力控制不够平稳,或者导向机构设计不当,极易摩擦划伤漆包膜,导致成品电感在高压测试中出现击穿短路。
2. 弯折处的回弹与精度补偿
矩形导线在绕制成圆形或方形线圈时,由于材料的弹性,在弯折角度处会产生严重的回弹现象。如何通过算法对伺服电机进行实时补偿,确保绕制后的外形尺寸一致,是衡量一台绕线机好坏的核心指标。
3. 立绕工艺的排线逻辑
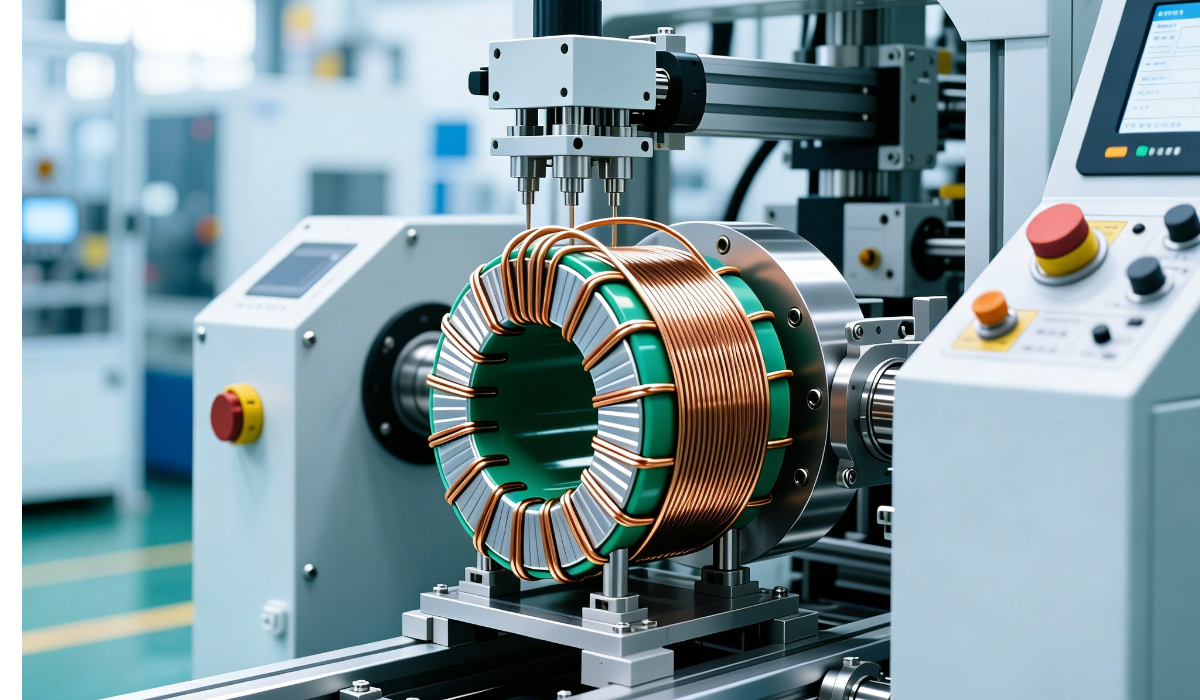
相比平绕,立绕(Edgewound)工艺要求线材以“站立”的姿态进行环绕。这对设备的排线机构、主轴扭矩以及夹具的精细度提出了近乎苛刻的要求。
三、 解决方案:高精度立绕机的技术突破
针对上述工艺难点,现代化的扁平线圆形/方形立绕机通过多项优化技术实现了稳定生产:
精密张力控制系统: 采用伺服主动送线与高精度张力传感器联动,确保线材在绕制全过程中保持恒定的拉力,有效避免因压力波动导致的漆包膜微
损,提升线圈绝缘性能。
多轴联动伺服控制: 通过多轴联动算法,精准控制绕线轨迹,能够实现圆形、方形甚至不规则异形线圈的连续立绕,将回弹误差控制在微米级。
模块化夹具设计: 针对不同规格的扁平线(厚度与宽度比例不同),设备支持快速换模,显著降低了企业的换型成本。
四、 结语:自动化是品质稳定的一致性基础
在追求高可靠性性能的电感制造领域,传统人工或半自动绕线方式已难以完全契合现代车规级产品对“高一致性”的严苛要求。采用全自动、智能化的扁平线绕线设备,不仅是为了大幅提升产线生产效率,更是为了通过数字化工艺参数管理,实现对每一枚电感品质的精准溯源与稳定控制。
随着新能源高压平台的普及,扁平线工艺正向着更高精度、更紧凑化的方向演进。能够持续优化绕线核心工艺的制造企业,必将在这一波产业升级浪潮中赢得技术先机。